A client recently approached ENBIO looking to apply SolarBlack to copper components. The aim was to increase the copper’s emissivity for use in a thermal radiator application. Through close collaboration ENBIO developed a new coating process using their needs as the design criteria. The client is now looking to use the coating immediately.
An ideal radiator rejects as much heat as possible from a body. In space this heat loss occurs by the emittance of infrared radiation. This is quantified by an emissivity value ranging from 0 to 1 with 1 being maximum emittance.
Copper in its uncoated and cleaned form has a very low emissivity value in the range of approximately 0.02 – 0.06. Current options for improving this include applying a paint or coating which increases the surfaces emissivity. However this has the drawback of increasing weight and when launching things into space every gram counts.
ENBIO on exploring the unique request by the customer recognised the advantages poised by being able to apply SolarBlack to copper to increase its emissivity. Other commercial applications were also identified.
With this in mind development work on SolarBlack coated copper was prioritised within ENBIO. Working in conjunction with the client and their application SolarBlack layer was successfully applied to copper substrates. Whilst the coating was still being developed the client provided details about how the substrates were going to be used in service. They also informed ENBIO of the testing they planned to perform on the samples before approving them for use in service.
ENBIO were able to provide feedback and recommend some adjustments to the clients testing plan in order to better replicate what the copper parts would see in service. One such adjustment for example being the need for some testing in a vacuum representative of a space environment. The SolarBlack coating does not claim 100% substrate coverage. This means that there will be some copper exposed to atmospheric conditions. It is known copper oxidises badly in air at high temperatures. Therefore it is important any heating test is performed in a vacuum to prevent oxidation. See Figure 1 and 2 for before and after images of uncoated copper heated in air.
 Figure 1: Uncoated copper.
Figure 1: Uncoated copper.
Figure 2: Uncoated copper after 1 hour at 350 °C in air.
With the wealth of information exchanged between both parties in the early stages of development ENBIO were able to design short experiments to select coating parameters which were tailored to the client’s requirements.
Working this closely with the client in essence meant that the coating was actually developed and optimised for their application.
Samples were finally produced and tested in house. Samples were also sent to the client to allow them carry out their own testing and comparisons. A report was shared detailing testing and characterisation performed in house by ENBIO.
· Emissivity values were increased from approximately 0.02 – 0.06 for uncoated copper to a tested value of 0.70 for copper coated with SolarBlack. (Table 2)
· The average thickness of the applied coating was approximately 4 µm.
· Solar absorbtance was increased from an initial α value of 0.30 to 0.91. (Table 1)
· Figure 3 shows change in reflectance of an uncoated sample against a coated sample.

Table 1: Absorbtance Values.
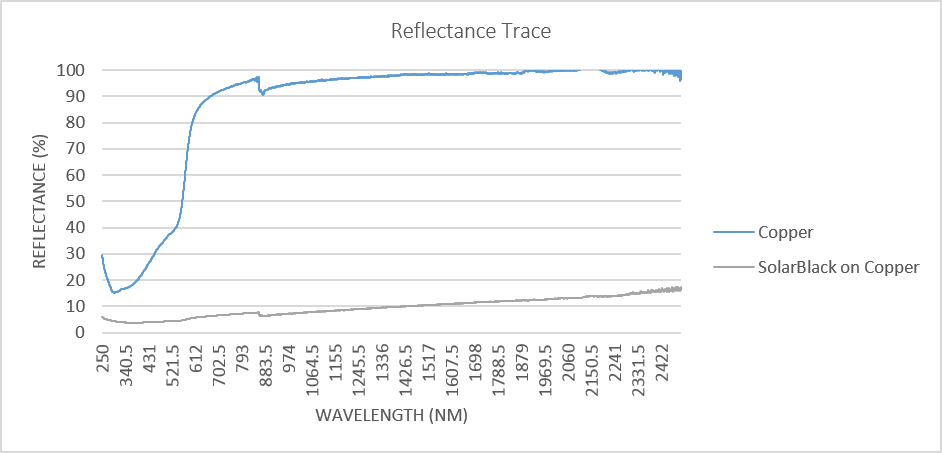
Figure 3: Reflectance trace for uncoated v coated.
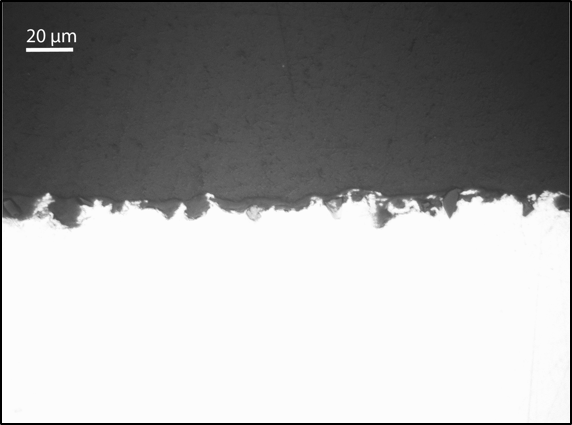
Figure 4: Section through coating. 50x magnification.

Table 2: Emissivity Values.
At present ENBIO are continuing the work on copper. Currently it is being arranged for SolarBlack on copper to undergo advanced thermal cycling in a large vacuum chamber. This testing will be performed in the coming months by ESA at ESTEC.
The end result of this collaborative work is a new coating application for ENBIO, and a well-informed, satisfied client looking to immediately use this new coating.
Niall MacAuliffe
Back to News Articles



